
There are several different cutting technologies available in the fast moving industry of laser and waterjet cutting, but in general micro abrasive waterjet and femtosecond laser are the best choices if precision cutting is important to your operation, and the choice between the two depends on material thickness and the type of material you are cutting. In the following we have made a detailed comparison of waterjet vs laser cutting to make the decision easier for you.
In the comparison we will cover micro abrasive waterjet, femtosecond laser, laser and conventional waterjet cutting technologies to provide the best possible guidance on the difference in the technologies, their strengths and weaknesses, in order for you to choose the best fit for your cutting needs.
Waterjet or Laser Cutting, Which Is Better?
As a manufacturer or fabricator the focus is on cost, speed and cutting capabilities. The waterjet and the laser are both capable of high precision cutting of a variety of materials at high speeds. The choice of which one is more accurate, faster, and better for production is determined by your needs and what will bring value to your specific application.
Micro abrasive waterjet is better when …
- Precision cutting materials thicker than 0.02mm and up to 20 mm.
- High accuracy requirement (tolerance on cut part down to +/- 10 microns)
- Kerf width requirements are above 0.2 mm
- Material properties cannot be compromised by high heat from the cutting (ie. no heat affected zones).
- Ultra high surface and edge quality with no heat affected zones and no need for second finish.
- Ultimate versatility in material that can be cut.
The micro waterjet provides the ultimate precision, edge quality, cutting complex shapes, and material that can be cut, easy to use, but is only slightly less accurate than a femtosecond laser.
Femtosecond laser is better when …
- Material thickness below 1 mm
- Micrometer precision level
- Ultimate edge quality
- Kerf width requirements down to 5 µm
- Partial penetration ablation (surface texturing)
Be aware that the femtosecond laser is limited in material thickness (generally below 1 mm or 0.04 in.) and types of material that can be cut. The process has low average power, which means the cutting speed is slower than a micro abrasive waterjet. The process is somewhat demanding to set up – cut speed, pulse frequency and laser focus must be optimized to get a good result.
Micro Abrasive Waterjet or Femtosecond Laser
For high precision cutting, cutting speed, cost effectiveness
The main difference between the two is a small difference in precision (micro vs nano precision) and their versatility (thickness and type of material that they can cut and speed.
The choice here should be between femtosecond lasers and micro abrasive waterjet machines, as these technologies are focused on ultra high precision, cutting complexity and very high quality.
Fiber Laser Cutter is best when …
- Materials that are 1-20 mm (0.04 in. -0.8 in.) thickness
- Tolerance requirements are lower (tolerances above +/- 0.1 mm or 0.004 in.).
- Edge and surface finish requirements are “medium” to “rough”.
Fiber laser is fast and affordable but will result in heat affected zones, material distortion, and micro cracks, which makes it less ideal for situations where high precision cutting, fine edge quality, and complex cutting is required.
Among the waterjet and laser cutting technologies we covered in this article, fiber laser is the most limited in the type of material that it can cut. Typically a laser cutter can cut metal but not transparent material, reflective materials, carbon fiber, PVC (emits pure chlorine gas), polycarbonate, foam, and fiberglass.
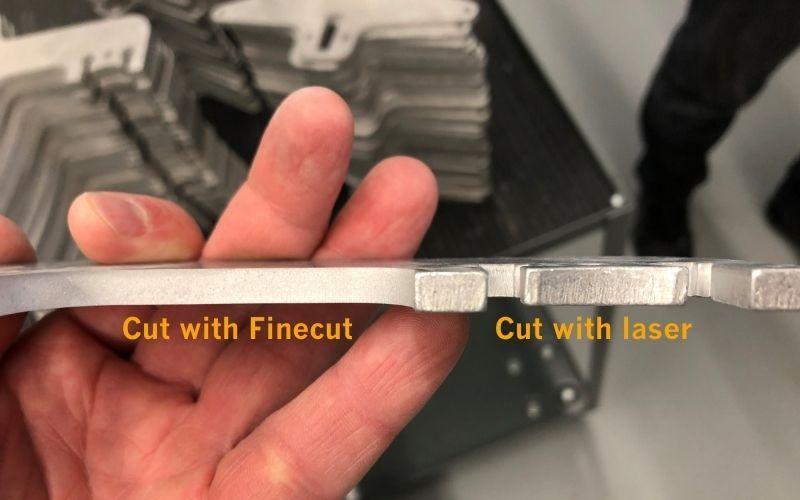
A common question we get is, what is the difference between Fincut’s micro abrasive waterjet vs laser?
The picture above illustrates an example of 5 mm (0.2 in.) aluminium cut with Finecut and Laser. The part’s functionality requires a high accuracy for precise fitting to mating component surfaces. The parts have been cut out by laser but this surface is quite rough. Surfaces with higher functional requirements have then been cut by the Finecut high-precision micro waterjet system.
In comparison, laser cutting is a thermal cutting process that generates heat (heat affected zones) and the cut surface gets a recast layer and a rough surface. The Finecut micro abrasive waterjet cutting process is cold and does not generate any heat, the material properties are maintained and you get a nice smooth surface suitable for precise fitting.
Traditional waterjet is better when …
- Material thickness is > 0.5 mm (0.02″)
- Tolerance requirements are > +/- 0.1 mm (0.004″)
- Kerf width requirements are above 0.5 mm (0.02″)
Traditional waterjet technology has the ultimate versatility in materials it can cut but with far lower precision, edge quality, and complex cutting capabilities, compared to micro abrasive waterjet.
Cutting Comparison Chart: Laser vs Waterjet Cutting Machines
| Micro Abrasive Waterjet | Femtosecond laser | Waterjet | Laser | |
| Typical tolerance on cut part | +/- 0.01 mm (0.0004 in.) | 1-5 micron (0.00004 -0.0002 in.) | +/- 0.1 mm (0.004 in.) | +/- 0.1 mm (0.004 in.) |
| Typical Thickness | 0.02-30 mm (0.0008-1.2 in.) | <1mm (0.04 in.) | 0.5-300 mm (0.02-11.8in.) | 1-20 mm (0.04-0.8 in.) |
| Kerf width | 0.2- 0.5 mm (0.008-0.02 in.) | Down to 5µm (0.0002 in.) | 0.5-1.5 mm (0.02-0.06 in.) | 0.1- 0.5 mm (0.04-0.02 in.) |
| Cutting power | 2-15 kw | 20-50 W | 10-30 kW | 0.5-6 kW |
| Run-time per part | Long | Long | Short | Short |
| Typical Edge quality/surface roughness | Fine | Excellent | Medium/ Rough | Rough |
| Toxic gas or vapor | No | Depending on material cut | No | Depending on material cut |
| Material distortion | No | No | No | Yes |
| Heat Affected Zone | No | No | No | Yes |
| Micro cracks | No | No | No | Yes |
| Material limitations | No | Yes | No | Yes |
| Fixturing required for typical part | Yes | Yes | No | No |
| Cutting process | Non-thermal | Thermal | Non-thermal | Thermal |
| Ease of use | High | Low | High | Medium |
| Typical Cost per part | medium/high | high | low | low |
Material & Application
| Can Cut | Can NOT Cut | Application | |
| Waterjet | Aluminum, Copper, Brass, Glass, Titanium, Plastic, Rubber, Composites, Armor Plating | Diamonds, tempered glass | Industrial parts with low precision requirements, where material integrity is important. |
| Micro Abrasive Waterjet | Nitinol, Shape Memory Alloy (SMA), Magnesium, Aluminum, Gold, Silver, Copper, Brass, Glass, Titanium, Plastic, Rubber, Composites, Armor Plating, ceramics, composites | Diamonds, tempered glass | Medical device, luxury watches, electronics, and other precision components |
| Laser Cutter | Stainless Steels, Carbon Steels, Steel Alloys, Thin Aluminum, wood, acrylic, POM. | Transparent materials, and reflective materials. PVC (emits pure chlorine gas) Thick polycarbonate >1 mm (catches fire) ABS (emits cyanide gas) HDPE/milk bottle plastic (catches fire) Polystyrene Foam (catches fire) Polypropylene Foam (catches fire) Fiberglass (creates fumes) | Industrial parts with low precision requirements, where speed is important. |
| Femtosecond Laser Cutter | Stainless Steels, Shape Memory Alloy (SMA), Gold, Nitinol, Magnesium, Carbon Steels, Steel Alloys, Thin Aluminum | Medical device, luxury watches, electronics, and other precision components |
Surface & Edge Quality
The following is a comparison of waterjet vs laser on cutting quality such as edge and surface quality, heat affected zone (HAZ) and whether the material needs a second finish after cutting.
| Surface / Edge Quality | Second finish required? | HAZ & Material Distortion | |
| Waterjet | Medium / Rough | Yes | No |
| Micro Abrasive Waterjet | Fine | No | No |
| Laser Cutter | Rough | Yes | Yes Typical thickness for the material to be cut is 1-20 mm. The thicker the material is, the more HAZ you will get and taper in the cut will increase. |
| Femtosecond Laser Cutter | Excellent | No | No |
Micro Abrasive Waterjet Cutter: No heat and no second finish needed.
Laser cutter: Because the heat during laser cutting affects the material, a second finish process is required.
Waterjet cutter: A waterjet cutter is not generating heat and does not alter the material. A second finish may be required depending on the gain size of the abrasives used and cutting speed.
Cutting Speed & Accuracy
| Cutting Power | Accuracy | |
| Abrasive Waterjets | 10-30 kW | +/- 0.1 mm (0.004 in.) |
| Micro Abrasive Waterjets | 2-15 kw | 10 micron (0.0004 in.) |
| Laser Cutters | 0.5-6 kW | +/- 0.1 mm (0.004 in.) |
| Femtosecond Laser Cutters | 20-50 W | 1-5 micron (0.00004-0.0002 in.) |
Machine Cost
| Machine USD | Running cost | |
| Abrasive Waterjets | $60,000 – $500,000 | $15-$30 per hour |
| Micro Abrasive Waterjets | $300,000 – $700,000 | $15-$30 per hour |
| Laser Cutting machines | $50,000 – $300,000 | $13-$20 per hour |
| Femtosecond Laser Cutters | $400,000 – $800,000 | $13-$20 per hour |
Waterjet machines require some consumable items such as nozzles, seals, water, electricity and abrasive material (garnet).
Laser cutting machines consume gas for cutting and also have nozzles, protection glass and lenses that need to be replaced. They also require repair or replacement of the laser tube every 2 years approximately, and the biggest cost of operation is electricity of which the laser consumes a significant amount.
Waste
Laser cutting: The molten metal or material debris from the cut is collected in the machine table. Besides that gasses can be produced that are sometimes toxic, especially for cutting polymers, for some materials containing chrome like, stainless steel, the very hazardous Hexavalent chromium [Cr(VI)] can be emitted.
Water jet cutting : These involve cleanup and disposal of the abrasive material which is collected in a catcher tank. The abrasive media itself can normally be used as landfill but how to handle the waste ultimately depends on the potential toxicity of the material being cut.
In Conclusion: Femtosecond, micro abrasive waterjet, or both?
Femtosecond laser and micro abrasive waterjet cutting is a growing technology in the medical device equipment manufacturing market so perhaps the biggest question for anyone acquiring a new cutting machinery today is whether to go for a femtosecond laser or micro abrasive waterjet. The major reason for selecting micro abrasive waterjet technology is when you have a need for high precision, tight tolerances, and high speed cutting in thicker material. But, for thinner parts and higher precision, partial penetration, a femtosecond laser should be your preferred choice. If you require the ability to cut a variety of material thickness, accuracy, full and partial penetration, your might benefit for having both technologies to achieve the optimal production speed and cost effectiveness.
BEYOND CUTTING EDGE
The Ultimate In Waterjet Precision Cutting
Finepart micro abrasive waterjet series, the ideal technology for advanced cutting in virtually any material.

How Waterjet & Laser Works
Micro Abrasive Waterjet Cutting – How it works
Micro abrasive waterjet cutting is different from traditional abrasive waterjet cutting when it comes to accuracy, edge and surface quality, and kerf width. This process shares the general benefits of traditional waterjet described above but expands the applications to fine mechanics.
Ultra-High Precision & Quality
On a micro abrasive waterjet machine the jet stream diameter is very thin (down to 0.2 mm) and more coherent compared to traditional waterjet. To produce precise parts it requires a machine tool designed for high precision motion. Under these conditions the waterjet can be used for ultra-high precision cutting to tolerances down to +/- 0.01 mm or even better.
The micro abrasive waterjet utilizes a precision powder garnet which produces very fine surface finish. A servo controlled abrasive feed is required to obtain a stable process.
This extremely precise cutting process offers an enormous variety of possible applications within industries that rely on ultra-high precision, surface and edge quality, and cost efficiency. Micro abrasive waterjet machines can now offer what, for a long time, was not feasible with traditional waterjet machines.
Femtosecond laser – how it works
A femtosecond laser creates bursts of laser energy at a high rate of speed. It is measured in femtoseconds, which is one quadrillionth of a second. Femtosecond lasers are used to target and break down materials all the way to the molecular level, without damaging the surrounding areas.
The femtosecond laser is an ultra-short pulsed laser capable of producing pulses with a temporal magnitude in the x10-15 second range (e.g. 1 fs = 1×10-15s). The short pulse has a high power, which instantly vaporizes the material. This eliminates heat transfer to the material and there are no heat affected zones. Utilizing a femtosecond laser, finer, more precise geometries are possible due to low thermal distortion during cutting and kerf widths (i.e. cut width) as small as 5 µm resulting from a high quality laser beam. The process also has the ability to perform partial penetration ablation, which allows you to make surface textures, such as waves and ripples.
The process is somewhat demanding to set up – cut speed, pulse frequency and laser focus must be optimized to get a good result. A non-optimized femtosecond cutting process can lead to thermal damage such as re-deposited debris, re-cast layer on the cut wall and heat affected layer; similar to that observed from a traditional thermal laser cutting process. The Femtosecond laser has the capability for cutting most materials.
The process consumes a very low average power, which means it is slow for cutting but very accurate. Tolerances can be as good as micrometer precision level. Suitable material thicknesses are generally below 1 mm.
One of the most common usages for femtosecond lasers is in machining medical parts such as stents, catheters and even more.
Traditional Waterjet Cutting – How it works
Waterjet cutting is basically an accelerated erosion process within a selected material. Highly pressurized water is released through a ruby or diamond nozzle into a mixing chamber. This pressure creates a vacuum and draws garnet sand into the stream where it is then targeted at the object in place for cutting.
A traditional abrasive waterjet machine can typically provide cutting tolerances down to ca ±0.1 mm depending on the part geometry and material. It is versatile and easy to set up. It pierces starting holes and cuts contours in the same setup.
The waterjet process can cut all materials without heat influence. Thus, the material properties remain unchanged at the cut surface. Material thicknesses up to 300 mm have been demonstrated.
Typically the jet diameter is in the range of 1 mm. The abrasive waterjet cut surface is generally characterized by a smooth upper section transitioning to a slightly striated lower section. The surface quality is highly dependent on cutting speed, which means that this tool can be optimized for either high quality or speed.
Fiber Laser – How it works
Fiber laser cutting generally uses a high-power diode laser that emits light that is directed through a fiber-optic cable to a cutting head. The light can be of different wavelengths depending on the laser source. The choice of wavelength depends on what material is being cut. The laser can either be continuous or pulsed. A fiber laser cutting machine generally operates with a continuous laser.
The laser cutting uses the beam focused to a small focal point which creates a high power-density. As the high density beam hits the target material, the material is rapidly melted, vaporized, ablated, or ignited, and the molten material is blown off by a high-speed gas flow coaxial with the beam, thereby cutting your workpiece. The gas can also have the function to protect the cut surface from surrounding air (oxidation).
A motion system operated by computer numerical control (CNC) is used to program the path of the beam over the material. In most cases, the laser cutter uses a motion control system to follow a CNC program of the pattern that is to be cut onto the material.
Working with the lasers requires eye protection, which is important as the invisible laser light can injure a human eye.
